Svarvning är en av de vanligaste metoderna inom skärande bearbetning. Men när svarvning med fräsfunktion kombineras i samma maskin öppnas nya möjligheter för effektiv och exakt tillverkning.
På Maskinkomponenter har vi nyligen investerat i en ny CNC-svarv med fräsfunktion, vilket gör det möjligt att utföra både svarvning och fräsning i en och samma uppspänning.
Vad är svarvning?
Svarvning innebär att arbetsstycket roterar i en chuck medan ett skärverktyg rör sig linjärt för att forma ytan. Verktyget är stationärt och det är rotationen som skapar den skärande rörelsen.
Metoden används främst för att skapa cylindriska och runda former, men kan även användas för mer komplexa geometrier beroende på maskinens kapacitet och programmering.

Vanliga typer av svarvning
Svarvning kan delas upp i flera grundläggande bearbetningsmoment beroende på vilken geometri som ska skapas och vilka toleranser som krävs.
Längdsvarvning
Vid längdsvarvning rör sig verktyget parallellt med arbetsstyckets rotationsaxel. Det är den vanligaste typen av svarvning och används för att minska diametern eller skapa cylindriska ytor med hög noggrannhet. Metoden är central inom CNC-svarvning där repeterbarhet och ytfinish är avgörande.
Plansvarvning
Plansvarvning innebär att verktyget rör sig vinkelrätt mot rotationsaxeln för att bearbeta detaljens ändyta. Operationen används ofta för att skapa plana, exakta referensytor inför vidare bearbetning.
Profilsvarvning
Vid profilsvarvning följer verktyget en förprogrammerad kontur för att skapa mer komplexa former. Det kan handla om radier, spår eller specifika geometrier som kräver exakt styrning. Här är CNC-programmering och maskinens stabilitet avgörande för slutresultatet.
Invändig och utvändig svarvning
Utvändig svarvning sker på detaljens ytterdiameter, medan invändig svarvning (hålbearbetning) används för att skapa eller bearbeta hål och invändiga geometrier. Invändig svarvning ställer ofta högre krav på verktygsval och vibrationskontroll, särskilt vid djupare hål.
Material och användningsområden
Svarvning används främst inom metallindustrin och lämpar sig för material som:
- Stål
- Rostfritt stål
- Aluminium
- Mässing
- Speciallegeringar
Metoden förekommer även i plastbearbetning, där rätt skärdata och verktygsgeometri är avgörande för att undvika deformation och säkerställa god ytfinish.
När svarvning kombineras med fräsfunktion ökar flexibiliteten ytterligare. Det möjliggör mer komplexa komponenter där både roterande och icke-roterande geometrier kan bearbetas i samma maskin. Resultatet blir effektivare produktion, färre moment och högre precision.
CNC-svarvning för hög precision
Moderna svarvcenter styrs via CNC (Computer Numerical Control), vilket möjliggör hög repeterbarhet och exakt kontroll över skärdata, verktygsrörelser och toleranser.
Val av verktyg och skärdata är avgörande för resultatet. Hårdmetallskär är vanligt förekommande och verktygsgeometri anpassas efter om det gäller grovbearbetning eller finbearbetning.
Vid mer avancerade applikationer ställs höga krav på:
- Styv maskinkonstruktion
- Stabil kraftöverföring
- Optimerad skärkraft och spånavgång
- Rätt programmering
Det är här skillnaden mellan traditionell svarvning och svarvning med fräsfunktion blir tydlig.
Svarvning med fräsfunktion – fler möjligheter i samma maskin
Genom att kombinera svarvning och fräsning i samma maskin kan komplexa detaljer bearbetas i en och samma uppspänning. Det minskar behovet av omspänning och flytt mellan maskiner, vilket i sin tur ger:
- Kortare ledtider
- Minskad risk för toleransavvikelser
- Ökad produktivitet
- Bättre totalekonomi i produktionen
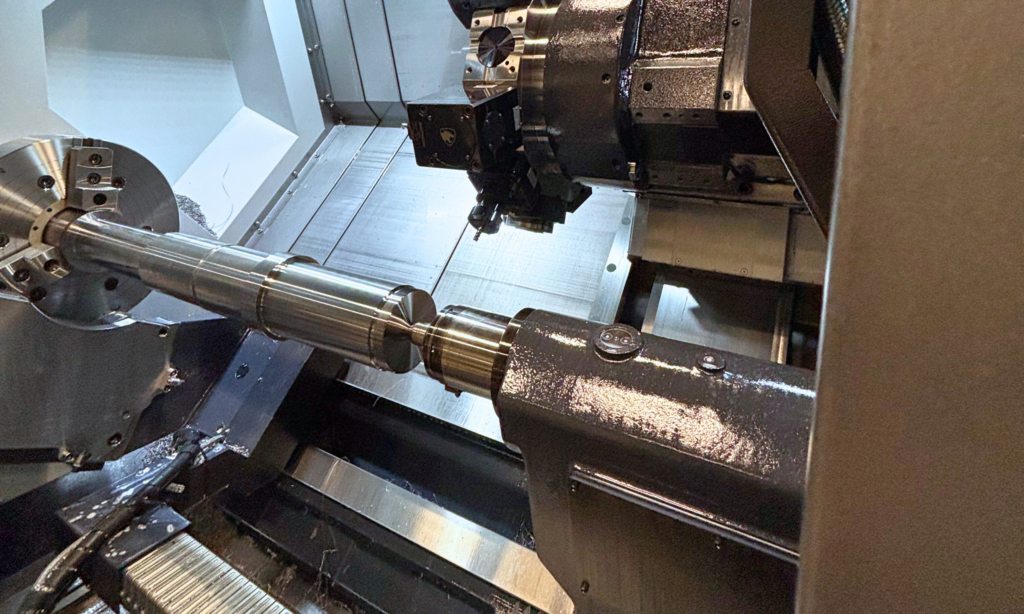
Den nya maskinen, PUMA 5100 XLY, är ett horisontellt svarvcenter med robust boxgejdkonstruktion och högmomentmotorer. Den tvåstegs växellådan ger effektiv kraftöverföring och stabil bearbetning även av medelstora till stora arbetsstycken.
Med Y-axel och fräsfunktion kan vi hantera mer avancerade geometrier utan att flytta detaljen mellan olika maskiner. Det är en tydlig fördel vid tillverkning av komponenter där både svarvning och fräsning krävs.

Stabil konstruktion för krävande material
Vid bearbetning av exempelvis segt stål eller större detaljer är maskinens styvhet avgörande. Boxgejdkonstruktionen i PUMA 5100 XLY ger hög stabilitet, vilket säkerställer exakt bearbetning även vid hög belastning.
Den kraftfulla drivlinan och höga momentkapaciteten gör maskinen lämplig för:
- Medelstora till stora arbetsstycken
- Komplexa komponenter
- Applikationer med höga krav på precision
Det innebär att vi kan erbjuda avancerad CNC-svarvning med hög kvalitet och repeterbarhet.
Effektiv bearbetning i en uppspänning
En av de största fördelarna med svarvning med fräsfunktion är möjligheten att färdigställa detaljer i färre moment.
När en detalj bearbetas i en uppspänning:
- Förbättras toleranshållningen
- Minskar hanteringstiden
- Ökar produktionssäkerheten
Detta är särskilt viktigt vid legotillverkning där både effektivitet och precision är avgörande för kundens slutprodukt.
Svarvning som del av en modern produktionsmiljö
Svarvning är en välbeprövad metod, men teknikutvecklingen går snabbt. Kombinationen av CNC-styrning, Y-axel och fräsfunktion gör att traditionell svarvning utvecklas till en mer flexibel och integrerad bearbetningsprocess.
Med investeringar i modern maskinutrustning stärker vi vår kapacitet inom svarvning och kan möta ökade krav på precision, effektivitet och komplexitet.
Har du en komponent som kräver både svarvning och fräsning? Kontakta oss så ser vi hur vi kan optimera bearbetningen i rätt maskin från början.
